12. Other developments¶
12.1. Alternative concept for the MYO-Bone design¶
An alternative, bio-inspired MYO-Bone design was developed, composed of a monolithic 3D-printed core and peripheral tensile elements (see Fig. 12.1).
The tensile elements were implemented with Dyneema cables running in parallel to longitudinal axis of the bone and are fixed at its two ends. With the cables, the stresses in the core due to bending loads could be reduced to approx. 50% of the stresses experienced without the cables.
The monolithic core was made of a repetition of identical segments with openings which (1) allowed to access the electric cables running in the centre of the construction and (2) provided slots to attach MYO-Muscle or accessories on the MYO-Bone. The shape of the segment was topologically optimized to reduce the stress in the core in the two different modes of loading, i.e. bending and torsion.
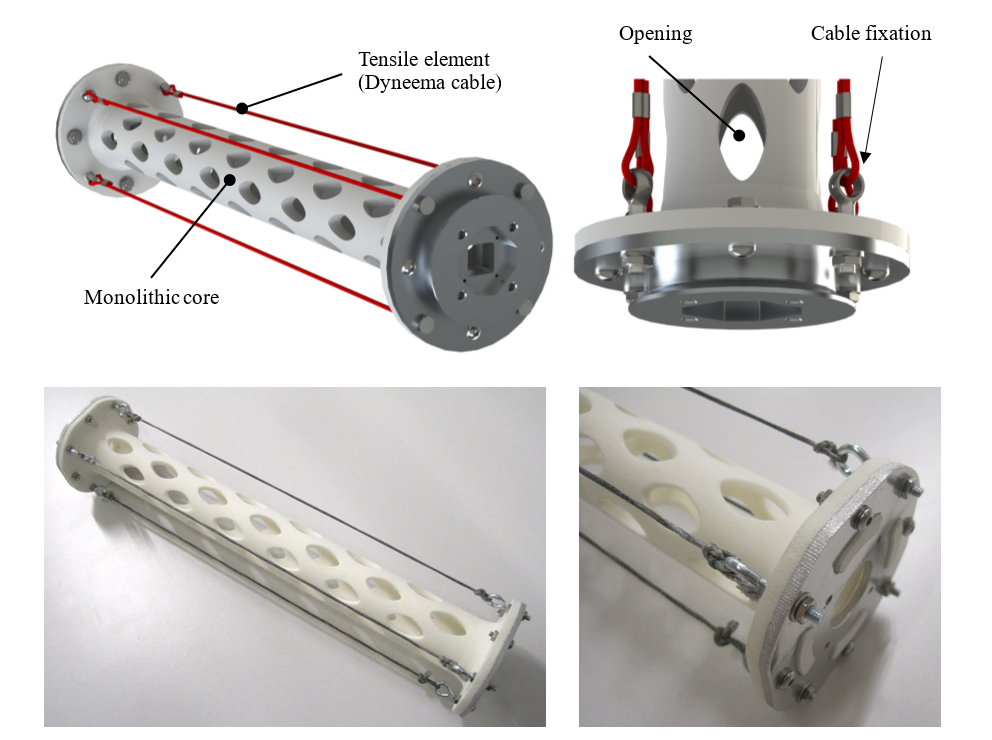
Fig. 12.1 Alternative concept for MYO-Bone design implementing the Bionic structure (+biotensegrity) concept.¶
To evaluate the performances of the new design regarding resistance and stiffness (with respect to both bending and stiffness), prototypes with weight and size comparable to the MYO-Bone – Type 1 design were built. Tests showed that new design could support the expected loads and that, in comparison with Type 1, it had a lower bending stiffness but a significantly higher torsional stiffness.
Unfortunately, prolonged testing revealed a severe problem: under constant loads the monolithic core experienced severe creep due to the nature of the 3D-printed material, which led to permanent deformations. For that reason, the development of this design was abandoned.
12.2. Ball-and-socket joint¶
12.2.1. Sensor principle¶
To ensure accurate movement and control of this type of joint (3 degrees of freedom), the challenge is to determine the exact 3D-position in the ball-and-socket joint. The initial steps towards the development of a ball-and-socket joint sensor are shown. This approach is based on an optical sensor system which is integrated in the base of the ball-and-socket-joint. The sensor shall detect a unique pattern on the spheroid surface of the ball. This pattern contains information which is used to exactly determine the absolute orientation and position in the joint. Using an optical method to determine the absolute pose of a joint-socket, with a unique pattern, gives two possibilities. The first one is to recognize a complex marker (a pattern consists of multiple markers, Fig. 12.2 - right), which requires an expensive camera. The other possibility, which is novel, uses multiple simple markers detected by two very cheap sensors, that can be seen in Fig. 12.2.
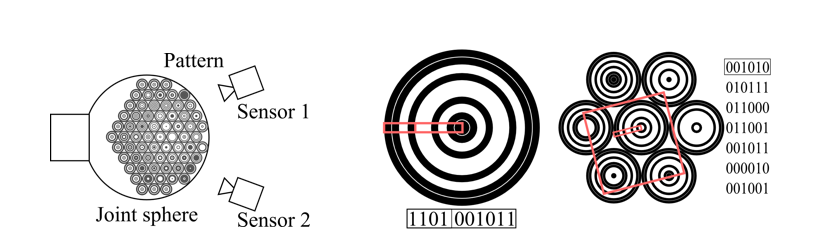
Fig. 12.2 Principle scheme (left), Single code-disk (middle), pattern consitting of disk-codes (right).¶
Known optical orientation systems, and their pattern, require a comparatively high number of pixels. To recognize fine structures or distances e.g. a rectangle (barcode) requires a lot of pixels, presupposed the edges are not aligned with the pixel rows and lines. In three degrees of freedom systems, the rotary orientation of a target to the sensor is arbitrary. The code-disks (orientation points) in the pattern are specially designed for the mouse-sensor, considering the low resolution and variable rotation of the Images. A single code-disk can be seen in Fig. 12.2 - middle. The circular shaped code-disk is all around uniformly arranged. This means that the appearance is independent of the rotation. A rotation of the code-disk does not change the content of the frame. In the right drawing a pattern area consisting of different code-disks is shown. From the perspective of the sensor, the frame is horizontal and can always be fitted in a code-disk. This applies independent of the position or rotation of the sensor view, respectively the pattern. The horizontal frame may be located anywhere in the sensor view, whereas the alignment is fixed, that means always horizontal referred to the sensor view. Reading from left to right through the center of the code-disk enables to read the specific code in a convenient/pixel-saving way. To increase the definite recognition of a code-disk a method is used. A specific code cannot just be found in a pixel row from left to right, but also from right to left or from top to down or from down to top in a code-disk. As soon as minimum two of four of the codes are found, the possibility of a correct specific code corresponding to a code-disk are truly high. To guarantee that the found codes belong to one code-disk, the code-disk-center is used. Reading from the outside to the inside of the code-disk, the last pixel of the specific code is always located in the centre. As soon as the pixel position matches, the specific codes can be collated to the code-disk.
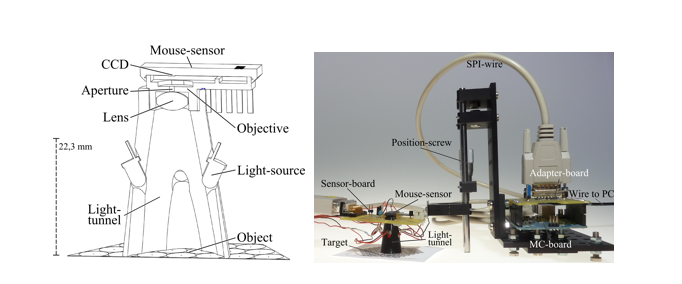
Fig. 12.3 Test Set up¶
The test setup of one sensor can be seen in Fig. 12.3. The sensitivity of both systems is quite low (20 - 30 %). But possibilities for the improvement are considered. Besides an important characteristic, the Positive Predictive Value is high (85 - 95 %), which shows the reliability of the system.
12.2.2. Mechanical design¶
Although the sensing principle presented in the previous section showed promising results, open challenges remains regarding the integration of the pattern on the ball part of the joint. Therefore, the first prototype of the mechanical concept for the ball-and-socket joint was based on another sensing concept using two absolute sensors. It has a large rotation ranges for all 3 DoF: 110° for both “hinge” axes and 180° for the “pivot” axis. Those three degrees of freedom are reflected by a combination of a carriage, pivot and hinge joint-system. This structure increases the stability of the 3D joint and keeps the ball-socket into position. On both ends of the ball-socket joint, standardised electromechanical interfaces (structural bond) for other modules are implemented. The basic structure of the prototype, as illustrated in Fig. 12.4, has a weight of about 315 grams and an overall dimension of 115x156x125 mm.
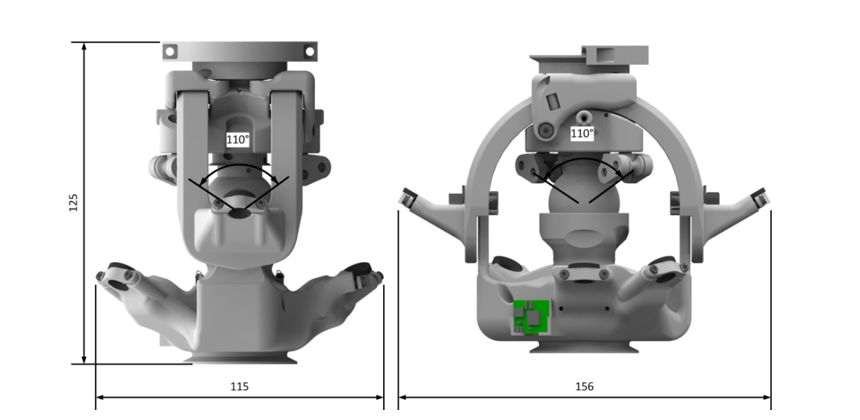
Fig. 12.4 Main dimensions of the ball-and-socket joint prototype¶
The ball-socket joint is actuated by three pairs of antagonistic tendon cables (see Fig. 12.5). Their attachment points are located centrally for a symmetrical application of the force. The moveable cable transmission systems are able to redirect the cables and provide returning forces for the whole motion space of the ball-socket joint.
Fig. 12.5 Cable transmission and assembly of the ball-and-socket joint¶
Two different sensors that are located inside of the joint for protection reasons generate the three absolute angle positions (see Fig. 12.6). One sensor (using a magnet ring) is placed on the upper pivot joint and the other one (using a 2 DoF joystick sensor) inside of the ball-socket. Both sensors are based on a contactless, magnetic measurement principle.
Fig. 12.6 Absolute position sensors for the measure of the three joint angles¶
12.3. Alternative concept for MYO-Muscle design using leaf spring¶
A new variety of MYO-Muscle Type 1 was developed as alternative to the existing design based on compression spring. In this new design (represented in Fig. 12.7), the series elastic element is implemented with two leaf springs, mounted symmetrically on the sides of the DC motor. Instead of a single tendon cable, two tendon cables are used in parallel to transmit the tendon force and are wrapping around the motor reel following the Do-Helix principle. In this way the radial forces applied by the tendon cables on the reel are balanced and no additional bearing is required to support the reel on the side opposite to the motor. Each tendon cable leaving the motor reel towards the load is passing through a set of three redirecting pulleys, the middle one being fixed to a leaf spring. When a tension force is applied in the cable, an outward force is applied on that pulley causing the deflection of the spring. In that way, elastic energy can be stored in the series elastic element. As the middle pulley moves outwards, the intensity of the lateral force component resulting from the tendon cable tension decreases, until it drops to zero when the tendon cable runs in a straight line between to two outer, fixed pulleys.
This new design has multiple benefits compared to the implementation using the compression spring. First the implementation of the series elastic element is more compact, as it is located on the sides of the motor rather than on top. This allows for example to position other modules on top of a MYO-Muscle (this was exploited for the development of the bi-articular actuation module, presented in the next section). Also, the leaf springs do not require a guiding system and springs with higher energy storage than steel (e.g. fiberglass), which can potentially reduce the weight of the module. Finally, the non-linearity of the series elastic element is more pronounced than in the previous due to the different geometry of the three redirecting pulleys locations. This allows a larger range of stiffness variation via co-contraction of two antagonistic MYO-Muscles.
Fig. 12.7 Alternative implementation of the MYO-Muscle – Type 1 using leaf springs as series elastic elements¶
A first prototype of this promising concept was built as proof-of-concept (see Fig. 12.7) and helped identify where further developments are required. These include the dimensioning of the leaf springs and the adaptation of the redirecting pulleys dimensions. In addition, a concept for the sensing of the tendon cable tension is still required.
12.4. Bi-articular muscle modules¶
In parallel to the development of the new MYO-Muscle design presented in the previous section, the work on the design of a bi-articular muscle module started. The purpose of this module is to convert a MYO-Muscle, designed to actuate a single joint (i.e. as mono-articular muscle), into a bi-articular muscle.
As mono-articular and bi-articular muscles have different roles, it is generally desirable to be able to implement both of them. This poses a practical challenge because (1) the space available on the MYO-Bone is limited and (2) the tendon cables of the multiple muscles actuating the same joint should not interfere. The new MYO-Muscle design was selected as reference actuator for the bi-articular module development because of its greater compactness. As it was still under development, the MYO-Muscle was only summarily modelled.
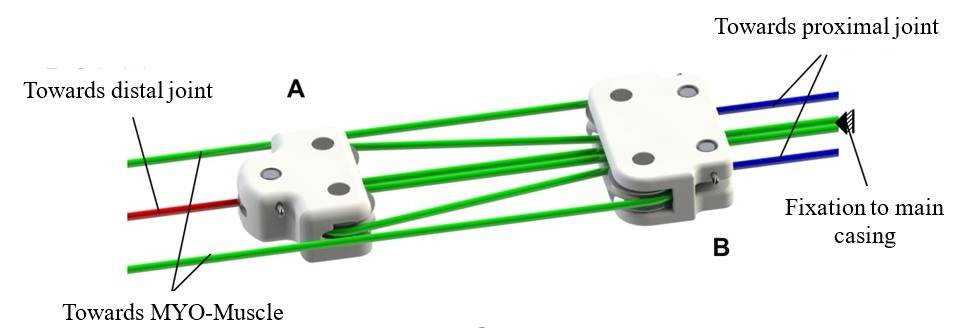
Fig. 12.8 Bi-articular muscle module. In the middle picture: (a) bi-articular module block and pulley cable, (b) output tendon cable from bi-articular module towards distal joint (here extension of asymmetric hinge joint), (c) output tendon cable from mono-articular MYO-Muscle and (d) output tendon cable from bi-articular module towards proximal joint (here flexion of asymmetric hinge joint)¶
The developed module is represented in Fig. 12.8. It is composed of a main casing ((2) on the top part of the figure) that can be fixed on the MYO-Bone structure and fit above a MYO-Muscle (which acts as the mono-articular muscle of the next MYO-Joint, numbered as 2 in the figure). On top of the casing, another MYO-Muscle can be mounted. The latter actuate a system of blocks and pulleys shown as (1) on the top part of Figure 3 and represented in more details on the bottom part of the same figure. When the MYO-Muscle contracts, blocks A and B are pulled together and the overall distance between the tendon cable attachments on the joints 1 and 2 shorten. When the A and B blocks move together, the length of the bi-articular muscle stays constant and the motion of both joints is coupled.
For the integration of the module, the adaptation of one of the MYO-Joint was required to provide sufficient attachment points for the multiple tendon cables. The asymmetric hinge joint was selected for this purpose and the module was integrated to mimic the Gastrocnemius muscle, which is the knee flexor - ankle extensor bi-articular muscle in the human leg.
A physical prototype from this construction was built (see Fig. 12.7), where the MYO-Muscle modules were replaced by extension springs.
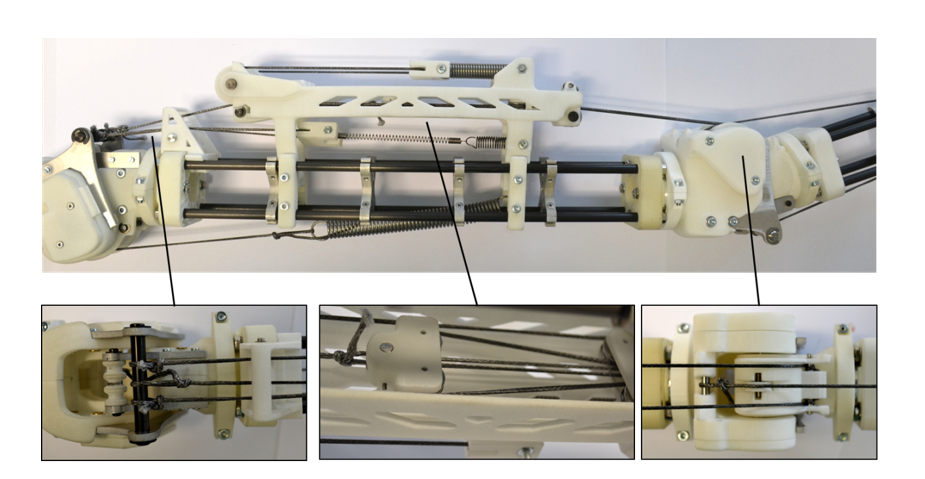
Fig. 12.9 Prototype of the bi-articular muscle module¶
12.5. Scaling of selected design primitives¶
The issue of scaling the design primitives to other size classes was considered for one type of each design primitives, namely:
The resulting prototypes for the joint and muscle design primitives are shown in Fig. 12.10 and Fig. 12.11 respectively. In both cases, the dimensions have been reduced significantly in comparison to joints of the size class II (see in both figures the size of the module compared to a 1 Euro coin).
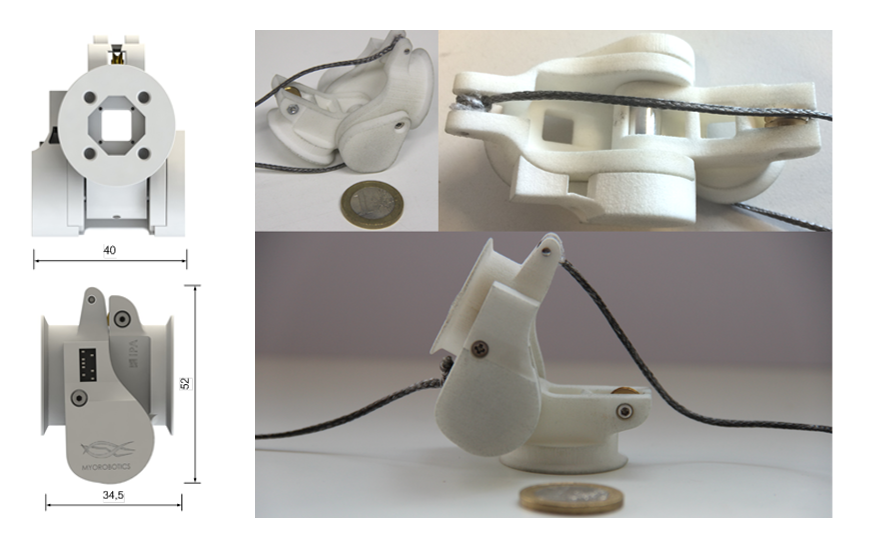
Fig. 12.10 Prototype of the asymmetric hinge joint for the small size class¶
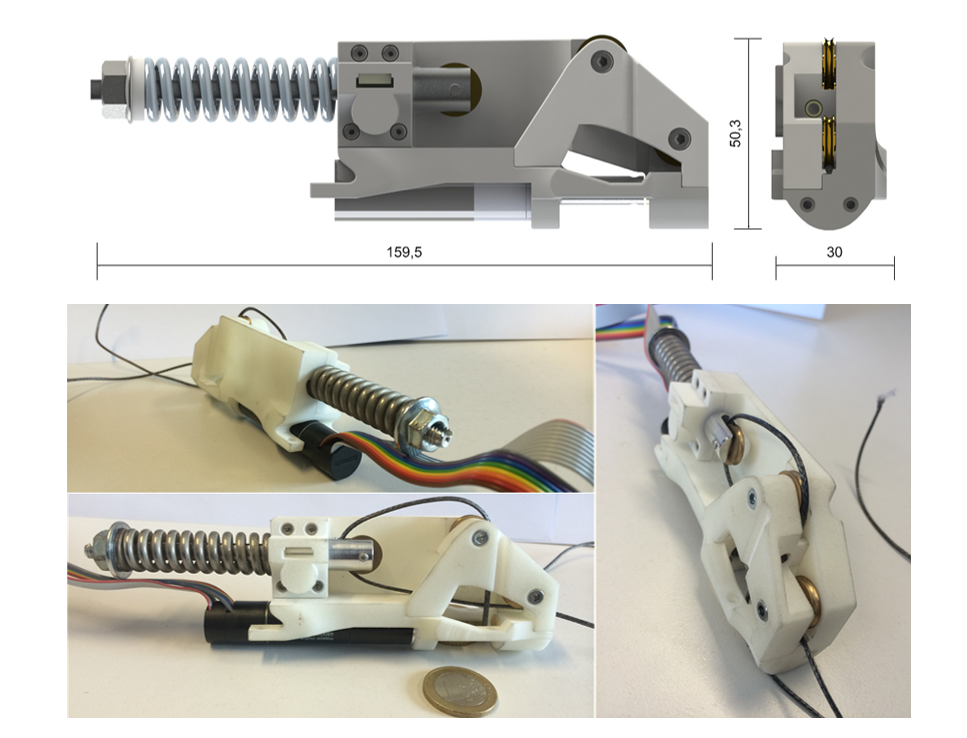
Fig. 12.11 Prototype of the muscle module for the small size class¶
12.6. Injection Moulding¶
Finally, preliminary investigations were performed towards using injecting moulding instead of 3D printing for the production of the plastic parts of the toolkit. The design of various toolkit parts (see Fig. 12.12) was adapted in order to be producible using injection moulding.
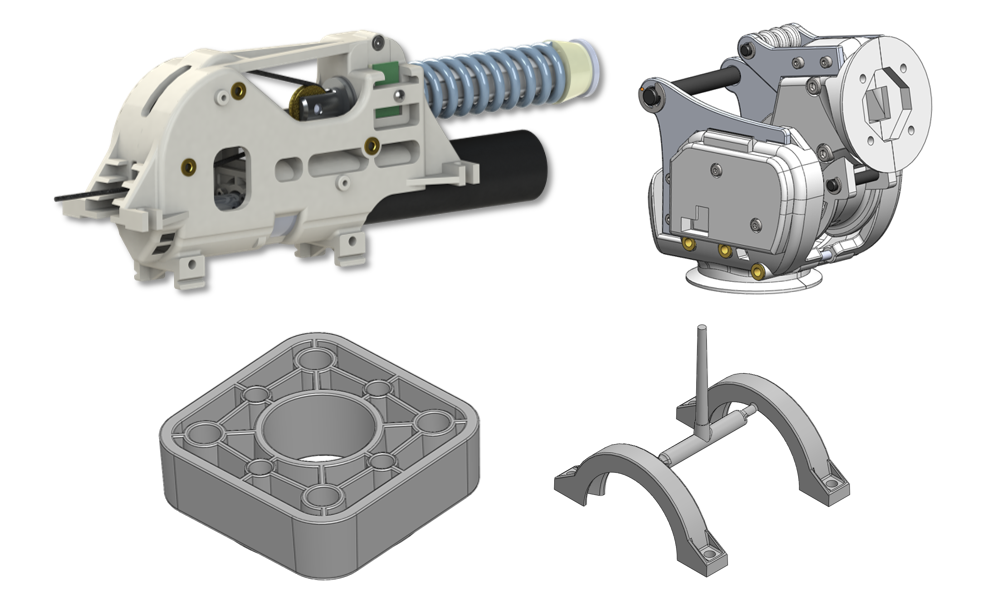
Fig. 12.12 Toolkit parts adapted for injection moulding, from top left to bottom right: base of the MYO-Muscle - T1 - V1, upper and under joint forks of the MYO-Joint - T2 - V2, end-spacer of the MYO-Bone - T1- V1, clamping ring of the structural bond¶
Different types of moulding technologies were considered. A relatively new method, coined Rapid Tooling, turned out to be the most promising for our investigations. It uses a 3D printed mould produced with stereolithography (the 3D printing technology with the highest resolution) and made of thermoset plastic. It can be used to mould parts made of thermoplastic such as PE, PP, PS, ABS and TPE. However, the mould degrades quickly and it can only resist from 100 to 200 injection cycles. Nevertheless, given the low cost of the printed mould, we found out that it is the most cost-effective production method from a few tens up to one thousand pieces. Hence this production technique allows to nicely “close the gap” between prototyping and series production.
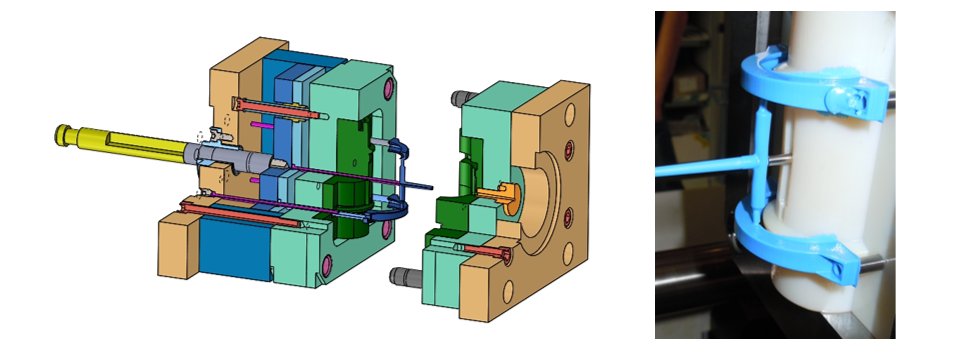
Fig. 12.13 CAD design of the mould and mechanical adaptor (left) and moulded clamping rings (right)¶
Initial testing with this production technique was performed using in-house injection moulding machine. Given limitations on the total injection volume (to 12 cc), the clamping ring was chosen for the first test. The mould and the adaptors for mounting on the machine were designed (see Fig. 12.13) and a first series of 100 pieces was produced, which confirmed the feasibility of the approach. Further work is required to investigate the tolerances of the produced parts (and especially their evolution during the production, as the mould degrades) as well as the mechanical properties of the parts compared to those of parts produced with laser sintering.